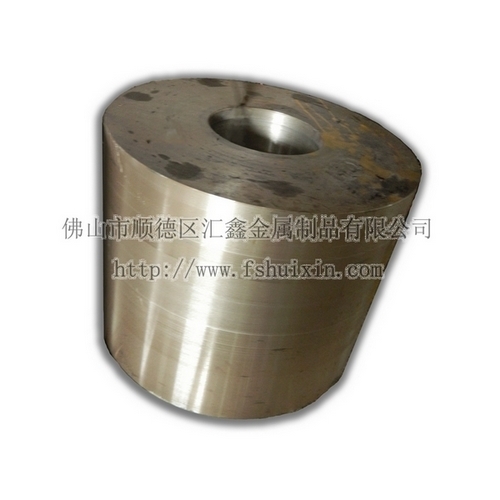
一般来说,大型锻件的热处理和冷却是同时进行的。由于大锻件截面尺寸大,生产工艺混乱,大锻件热处理应考虑以下特点:
1、锻件的排列和功能非常不均匀;
2、锻件晶粒粗大、不均匀;
3、锻件应力大;
4、有些锻件很简单,会产生白点。因此,除了消除应力和降低硬度外,大型锻件热处理的主要目的是首先在锻件上出现白点,然后是化学成分的均匀性,并调整和细化锻件的排列。现在普遍的观点是,白点是钢中的应力和内应力共同作用的结果。白斑的常用方法是在刚冷却到65℃~54℃时使用,扩散速度快。

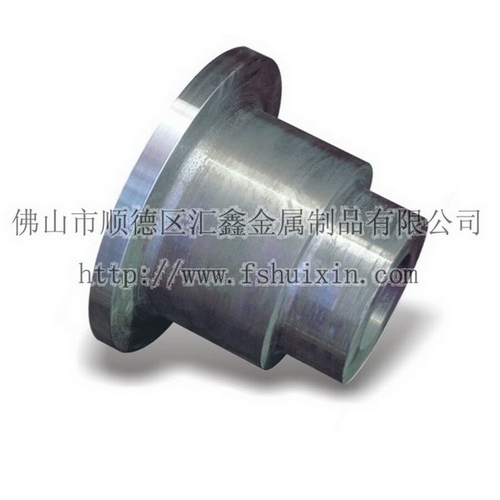
热处理的目的如下:
1、消除锻造应力,降低锻件表面硬度及其切削功能;
2、对于最终热处理(或产品热处理)的工件,还应通过锻后热处理,提高锻件产品条件所要求的功能指标;
3、调整和改善锻造过程中大锻件的过热和粗排,减少大锻件化学成分和金相组织的不均匀性,细化钢的晶粒;
4、锻件的声波探伤可以消除草波,使锻件中的缺陷清晰显示,便于合格锻件转入下道工序。
座机:0757-23818966~968/23318382
何生:135-4998-3333 徐生:137-0243-4422
霍生:138-2550-0772
传真:0757-23818965/23318383
1157441341@qq.com
huixin208@126.com